
Image processing and Machine vision Applications

In this page, we describe another part of image processing, machine vision, and video processing :
Industrial
Online controlling the associated parts of machine with image perception
inspection quality of product packaging
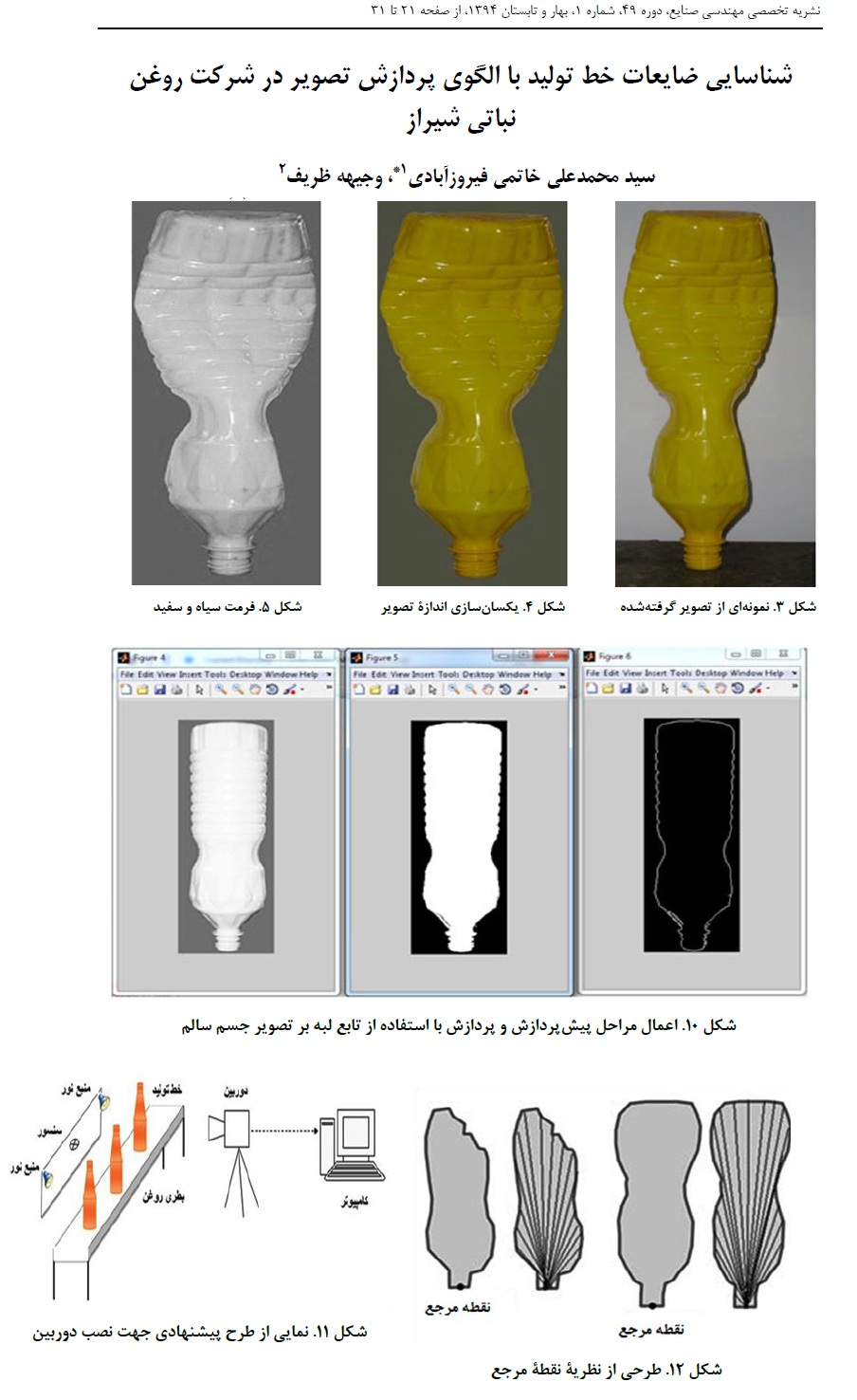
Checking quality of the milk bottles, oil and other drinks
measurement of objects
calibration of equipments
Label inspection
Reading barcode (Identification of the barcode location on product, extracting numbers and identifying the supplier country)
benefits
Very low error
Increasing the speed and quality of production
very low maintenance cost
No need for a 24 - hour operator's presence
Reduction of waste
Correction the production process
Types of counters
Count is boring and exhausting for humans not for machines. therefore machine vision is a popular and good choice for this goal:
count the components inside packages
count things on the conveyor belt
count rice grains
Automatic diagnostics
the recognition of the grains of rice
Recognition of defective products and products
wood
Malformed oil bottle
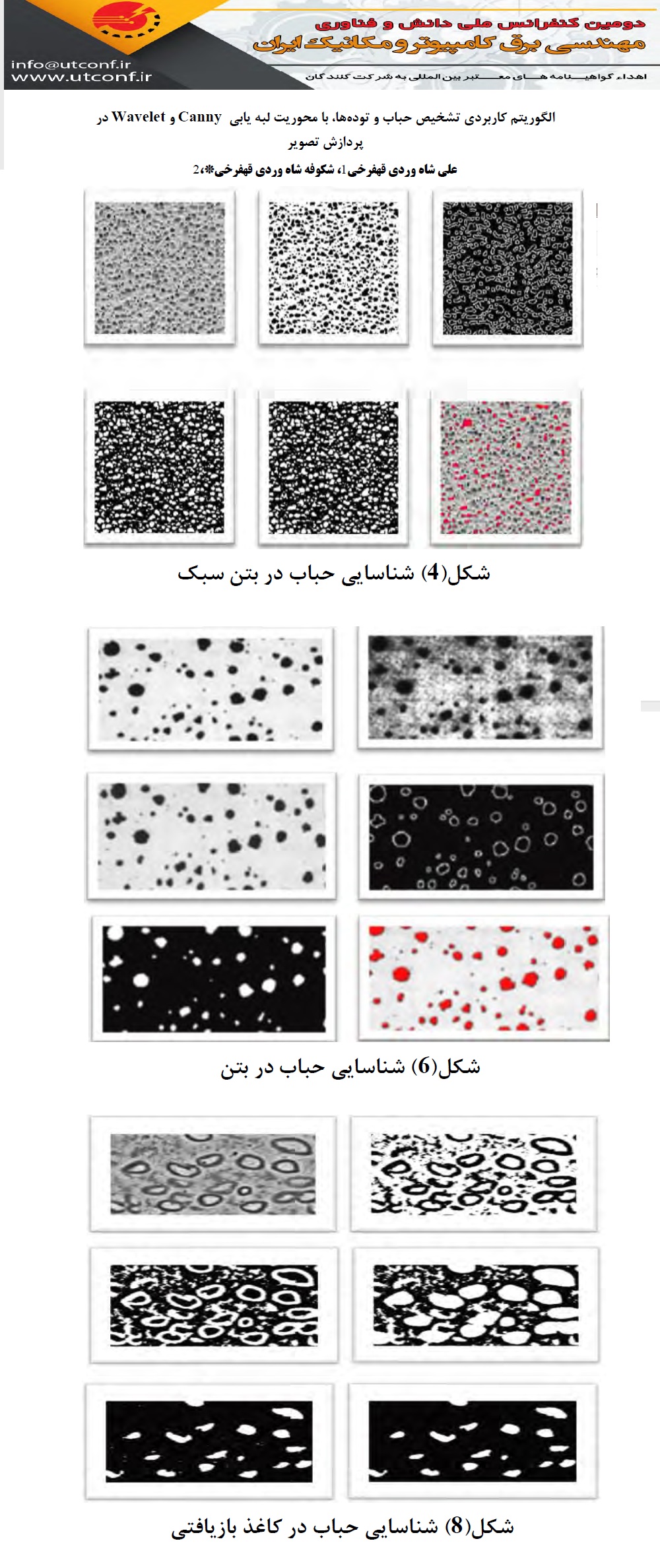
Paper and Concrete
Clothing

Meat Quality

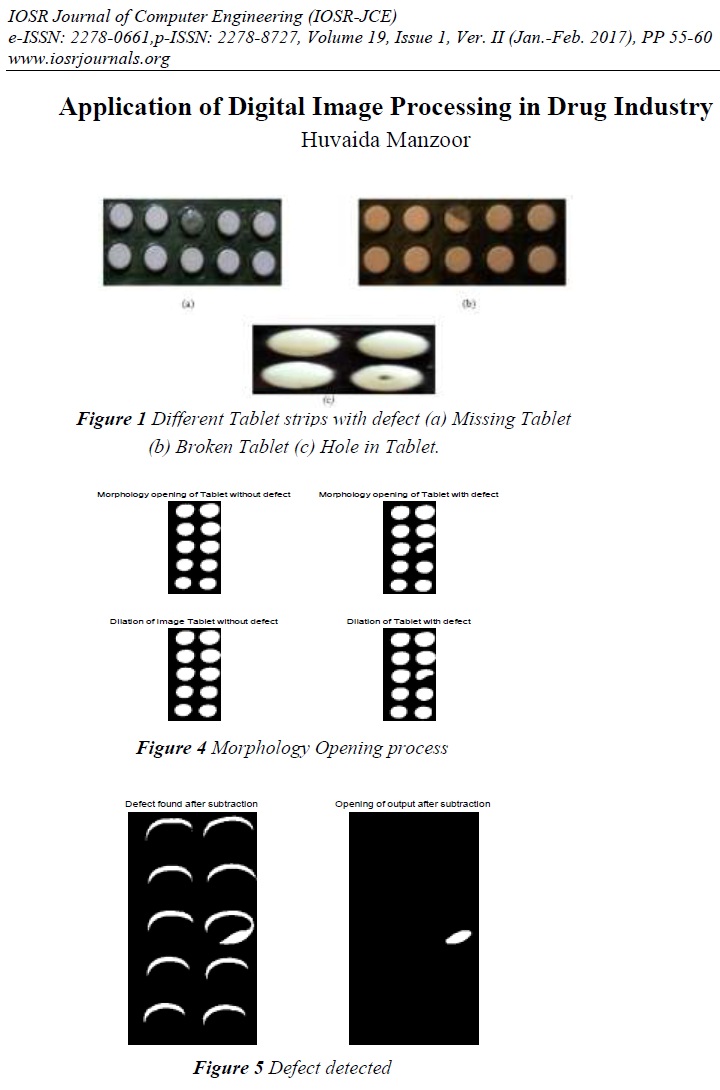
the tiles, the pills and Quality of the bag of drugs
Also, detecting the flaws of concrete structures
The Turks
the optimal cut of the wood and its accuracy control
To identify empty bottles at the plant's production line.